No products in the cart.
Demagnetization—also referred to as magnetic cleaning, degaussing, or magnetic neutralization—is the process by which a magnetic body is restored to a magnetically neutral state.
In industrial processing, there are three primary methods of demagnetization:
This method involves applying a magnetic field that is oriented in the direction opposite to the magnetic body's original magnetization. The strength of this opposing field must be precisely calibrated such that, upon its removal, the magnetic induction of the body is reduced to zero. The resulting magnetically neutral state is termed a *static magnetically neutral state*.
In a magnetic hysteresis loop, the red segment in the second quadrant represents the demagnetization curve. This illustrates that when a magnetic field—oriented opposite to the direction of initial magnetization—is applied to a magnet, its magnetic induction intensity decreases as the strength of this opposing field increases. When the strength of this opposing field reaches -Hc, the magnet's magnetic induction intensity drops to zero, at which point the magnet ceases to exhibit magnetic properties.
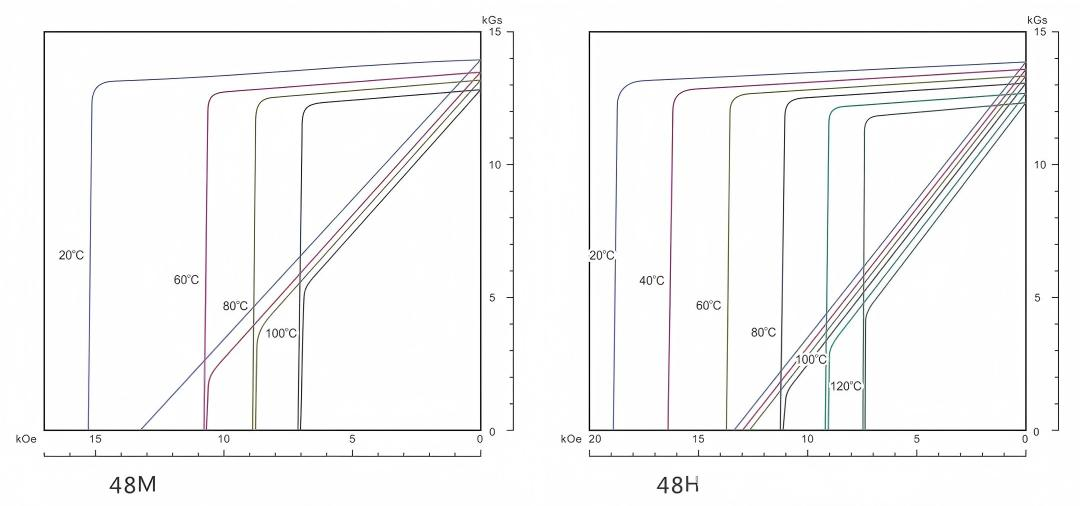
The magnetic hysteresis loop is typically measured at room temperature; however, the demagnetization curve of a magnet varies depending on its operating temperature. Consequently, the strength of the opposing magnetic field required to achieve demagnetization differs depending on the specific temperature conditions.
A sufficiently strong alternating magnetic field is applied to a magnetic object, and the amplitude of this alternating field is then gradually reduced to zero. The resulting magnetically neutral state is referred to as a dynamic magnetically neutral state.
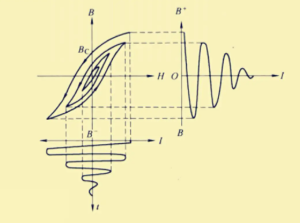
The principle behind this method involves placing the workpiece within an alternating magnetic field and utilizing the diminishing trajectory of the hysteresis loop to achieve demagnetization. As the amplitude of the alternating magnetic field gradually decays, the path traced by the hysteresis loop progressively shrinks. When the magnetic field eventually decays to zero, the residual magnetism remaining within the workpiece is reduced to a level approaching zero; the principle of this demagnetization process is illustrated in the figure below. It is evident from this that, during the demagnetization process, the reversal of direction and the attenuation of magnitude—regarding both the electric current and the magnetic field—must occur simultaneously.
Workpieces that have been magnetized using alternating current (AC) can be demagnetized using AC via either the "Pass-Through Method" or the "Attenuation Method."
For the batch demagnetization of small to medium-sized workpieces, it is best to place the workpieces on a demagnetizing machine equipped with a track and a carriage. During the demagnetization process, the workpiece is placed on the carriage at a distance of 30 cm in front of the coil. With the coil energized, the workpiece is slowly moved along the track to pass through the coil; power is then switched off only after the workpiece has moved at least 1 meter away from the coil. For heavy or large workpieces that cannot be placed on a demagnetizing machine, the coil may instead be fitted over the workpiece; with the coil energized, it is slowly moved away from the workpiece, and power is switched off only after the coil has moved at least 1 meter away.

Since the direction of alternating current constantly reverses, demagnetization can be achieved by gradually reducing the current to zero using an automatic attenuating demagnetizer or a voltage regulator. This process involves placing the workpiece inside a coil, clamping it between the two magnetizing heads of a flaw detector, or making contact with the workpiece using probe tips while subsequently ramping the current down to zero.
Even after demagnetization, the magnetic material retains a certain level of residual magnetism. The cost of a demagnetizer is primarily determined by the capacitance of its energy-storage capacitors and its charging voltage (i.e., the demagnetizer's energy output). When selecting a demagnetizer, key factors to consider include the grade or intrinsic coercivity of the product being demagnetized, as well as the physical dimensions of the sample.
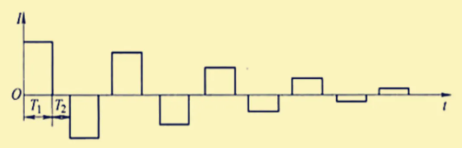
Demagnetization is achieved by continuously reversing the direction of a direct current while simultaneously reducing the current flowing through the workpiece to zero. The waveform for DC demagnetization is illustrated in the figure below, where T1 represents the current conduction interval and T2 represents the current off-time interval; it is essential to ensure that the current commutation (reversal) occurs during the off-time interval. The number of current decay cycles should be as high as possible (typically, more than 30 cycles are required), and the magnitude of the current decay step in each cycle should be as small as possible; if the decay step is too large, the objective of demagnetization will not be achieved.
This method involves heating a magnetic material above its Curie temperature and then allowing it to cool in the absence of an external magnetic field. For sintered NdFeB magnets, thermal demagnetization can be achieved by baking the material at a high temperature—exceeding 350°C—for a duration ranging from 30 minutes to approximately one hour.
Within the magnet's normal operating temperature range, an increase in temperature causes a decrease in magnetic strength; however, most of this magnetic strength is recovered once the magnet cools down. If the temperature reaches the Curie temperature, the internal molecular motion within the magnet becomes violent, resulting in demagnetization; this form of demagnetization is irreversible.
Regardless of which of the three aforementioned methods is employed to demagnetize a magnet, it results in a permanent alteration of the magnet's internal structure. Consequently, if the magnet is subsequently remagnetized, its magnetic properties cannot be restored to their original levels.