No products in the cart.
1. How are Permanent Neodymium Magnets Produced?
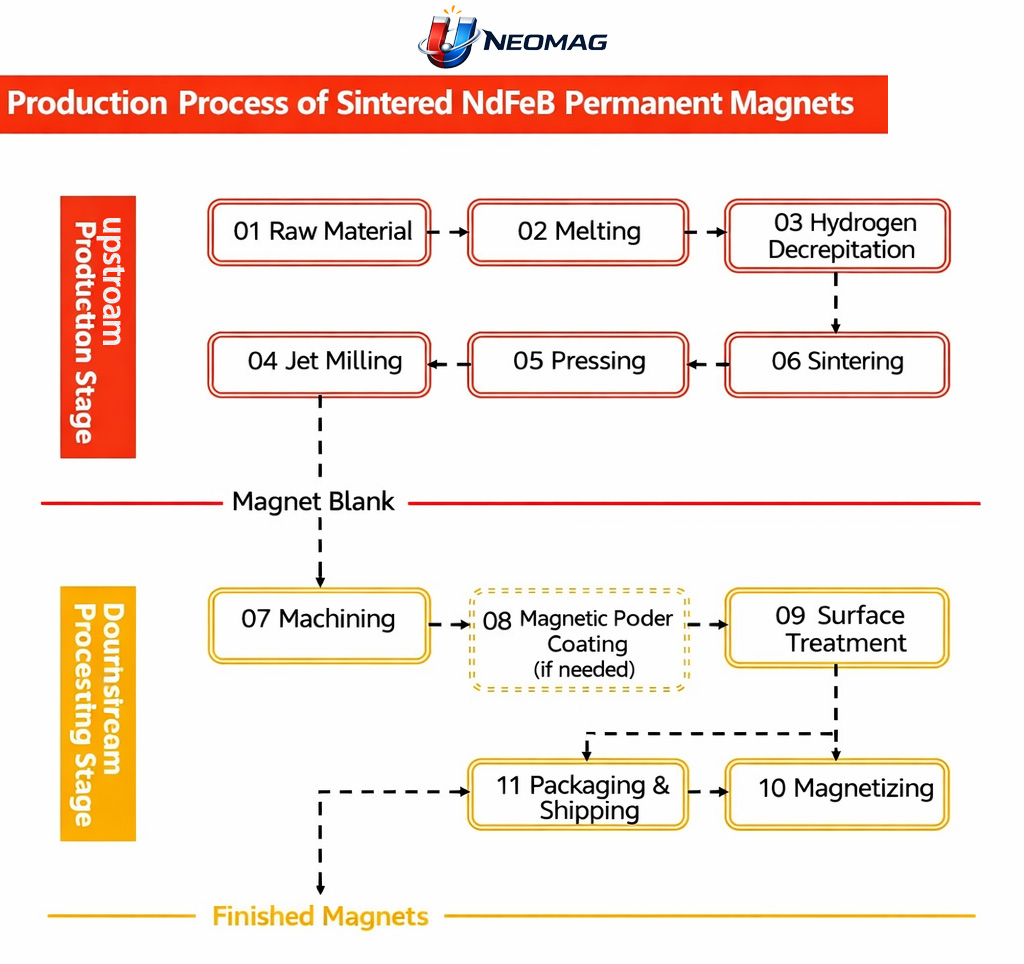
Sintered Neodymium permanent magnets are produced using the powder metallurgy method. From raw material preparation to finished product shipment, the process generally involves more than ten stages, with several inspections and analyses conducted at different stages. The entire production process is a systematic engineering project, with each step closely linked to the next.
• Raw Material Preparation
Good raw materials are the foundation for producing high-quality magnets. When selecting raw materials, manufacturers generally choose them based on the required magnetic properties and in accordance with the relevant national standards.
• Melting
Melting is the first process in the production of sintered Neodymium permanent magnets. During this stage, the raw materials are heated and melted in a furnace, then cooled to form an alloy ribbon. This process requires the furnace temperature to reach approximately 1300°C and lasts for over four hours to complete.

• Hydrogen Decrepitation + Air Jet Milling
Hydrogen decrepitation and air jet milling are collectively referred to as the "powdering" process. This process involves crushing the alloy ribbons produced during the melting stage and converting them into magnetic powder. To achieve well-oriented magnets, the powder particles must have a small size (3-4 μm) with a narrow size distribution. The powder particles should be spherical or nearly spherical in shape.

• Pressing
The crushed magnetic powder is placed into a mold, and an external magnetic field is applied for orientation. After orientation, the powder is subjected to compression shaping. Powder magnetic field orientation is one of the key process technologies for producing high-performance sintered Neodymium magnets. In the compression shaping process, there are currently three commonly used methods in the industry: die pressing, die pressing combined with cold isostatic pressing, and rubber mold isostatic pressing. Under the same neodymium content, rubber mold isostatic pressing can achieve a higher magnetic energy product.

• Sintering
After the compression shaping, the relative density of the magnet body is relatively high. To achieve high permanent magnetic performance, the magnet body needs to be heated to a temperature below the powder's main phase melting point and undergo heat treatment for a certain period. This process is also known as sintering. After high-temperature quenching, it is necessary to perform tempering at a specific temperature to optimize the microstructure and achieve the best magnetic properties. (Tempering refers to reheating the sintered magnet body to a certain temperature after it has been cooled to improve its structure.)

• BH Curve Magnetic Performance Test
The magnetic performance testing of Neodymium-Iron-Boron permanent magnets primarily evaluates the magnet's magnetic strength, stability, and other related parameters. These properties directly impact the magnet's performance in practical applications. Below are some common magnetic performance testing indicators:
1) Residual Induction (Br)
2) Coercive Force (Hcb)
3) Intrinsic Coercive Force (Hcj)
4) Max. Energy Product (BH)max
5) Max. Working Temperature (Max. TW)
• Machining
Due to the characteristics and technical limitations of the magnetic field orientation shaping process, sintered magnets are often difficult to directly achieve the required shape and dimensional accuracy for practical applications in one step. Many finished magnets are small in volume and have complex shapes, and can only be processed from rough-shaped magnet blanks. Sintered Neodymium materials are hard and brittle, so mechanical processing is generally limited to cutting, drilling, grinding, and polishing.

• Surface Treatment
Sintered Neodymium is a highly chemically reactive powder material that contains tiny pores and voids. It is prone to corrosion and oxidation when exposed to air, which over time can lead to a decline or even loss of its magnetic properties. Therefore, it must undergo strict surface anti-corrosion treatment before use. Currently, common anti-corrosion treatments for Neodymium include electroplating, chemical plating, electrophoresis, and phosphating. Among these, electroplating is widely used as a mature metal surface treatment method.

• Magnetizing
Magnetizing is a key step for sintered Neodymium permanent magnets to acquire their magnetic properties. A magnetizing machine is a tool used to magnetize magnetic materials or devices by applying a magnetic field to the Neodymium-Iron-Boron magnet being magnetized. If the applied magnetic field does not reach the technical saturation field, the magnet's residual flux density (Br) and coercivity (Hcj) will not achieve the required values. In addition to standard unipolar magnetizing, sintered Neodymium magnet can also be magnetized with multiple poles as needed, meaning multiple N and S poles can be presented on a single face after magnetization.
• Packaging and Shipping
Packaging and Shipping is the final step before the permanent magnets leave the factory. We can provide customized packaging based on the customer's requirements. Sintered Neodymium-Iron-Boron permanent magnets have strong magnetic properties, so domestic transportation is typically carried out by land freight. For export to overseas destinations, the magnets are packaged with special magnetic shielding and undergo testing and certification by professional agencies before being shipped by air.
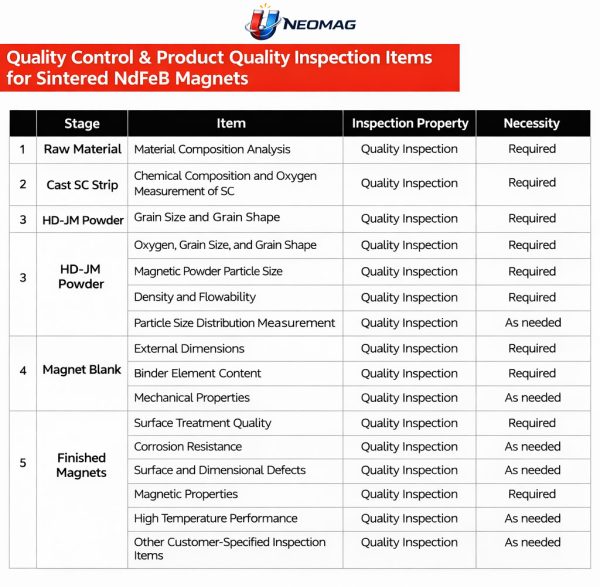
• Quality Inspection
Quality monitoring during the production process of sintered NdFeB permanent magnets, as well as the final product inspection, should include the items listed in the table below. However, not every item must be tested; purchasers may negotiate with the manufacturer to determine the required inspection items based on actual needs.